
Jute at a glance
|
Image |
 |
|
Botanical name |
Corchorus
olitorius and Corchorus capsularis |
|
Common name(s) of fabric |
Burlap, Hessian
fabric |
|
Fibre type |
Natural – Cellulosic
– Bast |
|
Source |
The bark of the white jute plant |
|
Major producing regions |
India and Bangladesh |
|
Composition (in %) |
Cellulose: 60.0-63.0 Hemicellulose:
21.0-24.0 Lignin: 12.0-13.0 Fats and waxes:
0.4-1.0 Pectin: 0.2-1.5 Nitrogenous matter: 0.8-1.9 Ash: 0.7-1.2 |
|
Identification |
Feel: Stiff and
rough Burning: Fibre burns
easily with burning paper odour Chemical: Dissolves
in 70% sulphuric acid |
|
Structure |
Cross-section:
Polygonal with rounded corners Longitudinal: Smooth
with occasional nodes |
|
Colour |
Varies from yellow to brown to grey |
|
Appearance |
Natural silky lustre |
|
Tactile property |
Coarse, but its best
qualities are soft |
|
Length |
101.5 to 254 mm long |
|
Tenacity |
Single: 0.29-0.48
N/tex Bundle: 0.18-0.34
N/tex |
|
Initial modulus |
17-30 N/tex |
|
Breaking extension |
1.80% |
|
Moisture regain at 65 RH
20˚C |
11-13% |
|
Fabric breathability |
High |
|
Moisture wicking ability |
High |
|
Heat retention ability |
Moderate |
|
Stretching ability |
Low |
|
Resistance to abrasion/
pilling |
High |
|
Resistance to staining |
High |
|
Advantages |
Renewable sources
and biodegradable High strength and initial modulus,
moderate moisture regain Good dyeing ability Sound insulation, antistatic, low
thermal conductivity Low cost |
|
Limitations |
Coarseness, stiffness, harsh feel,
hairiness and high fibre shedding, photo-yellowing Low wet strength, moderate wash
shrinkage, poor crease recovery |
|
Applications |
Sacks (packaging), geotextiles
(landfill covering, embankment reinforcement), ropes, home décor, bags,
apparel, footwear |
Major jute Producing Regions
Among all bast fibres, jute is one of the most significant and versatile fibres of commercial and technical importance. It is mainly cultivated in the equatorial, tropical and sub-tropical zones. India and Bangladesh are the leading producers of jute in the world. The other major jute-producing countries are China, Uzbekistan, Nepal, Myanmar, Thailand, and Vietnam. India contributes to over 50 per cent of global raw jute production and over 40 per cent of global jute goods production.The cultivation of Jute in India is mainly confined to the eastern region that includes Bihar, West Bengal, Andhra Pradesh, Assam, Odisha and Chhattisgarh. In the year 2022-23, raw jute production was estimated to be close to 9 lakh bales, which was about 6-7 per cent higher than that in 2021-22. The National Jute Board, Government of India, Ministry of Textiles acts as the apex body for promoting and popularising jute in the country and abroad.

Figure 1: Major jute-producing states of India
Jute Fibre Structure
Jute fibre is a multicellular fibre, cemented laterally and longitudinally by intercellular non-cellulosic materials. The fibre thus forms a cylindrical sheath, which is joined together in such a way as to form a three-dimensional network from top to bottom of the stem. An individual jute fibre cell is spindle-shaped. Its size can vary in length from 1.52 mm to 5.1 mm and the width in the middle can range from 20 microns to 25 microns.The longitudinal surface of the cell is smooth with nodes or cross-markings appearing occasionally. The cross-sectional view of the cell is polygonal with rounded corners. Each cell is surrounded by a thin to medium layer of lignin. The lumen is large and oval. The lumen is irregular along the length of the fibre with occasional sharp constrictions. It thickens towards the end of the call resulting in thin cell walls and tapering ends. The cell wall is composed of a thick outer (primary) wall and a thick inner (secondary) wall. These walls comprise ultra-fine microfibrils.
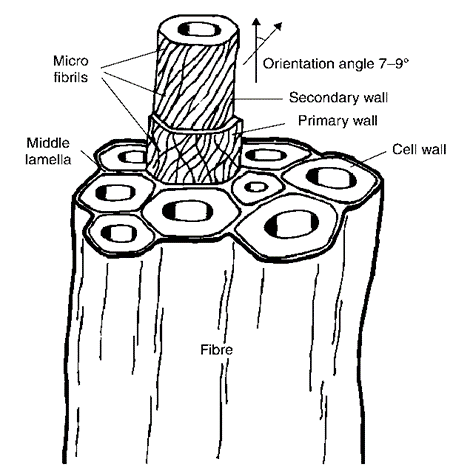
Figure 2: Jute fibre morphology
Composition of jute fibre
Jute fibres are composed primarily of polysaccharides (cellulose and hemicellulose) and lignin. The fibre also contains a small percentage of fats and waxes, pectin, nitrogenous, colouring and inorganic matters. The chemical composition of jute is given in the table below.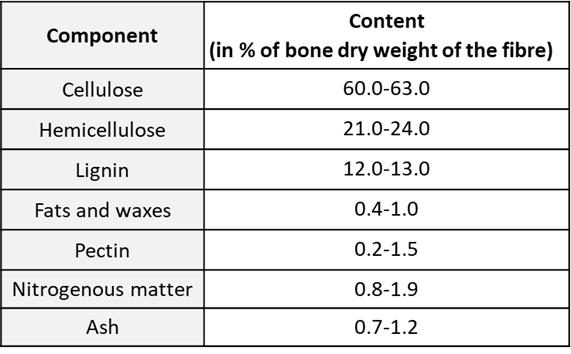
Figure 3: Chemical composition of jute
Cellulose/alpha-cellulose forms the skeletal structure of the jute fibre. It is a long-chain polymer. The chemical structure of alpha-cellulose is shown below.
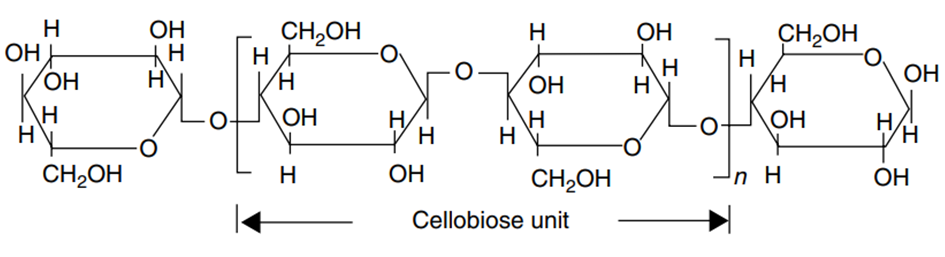
Figure 4: Chemical structure of alpha-cellulose
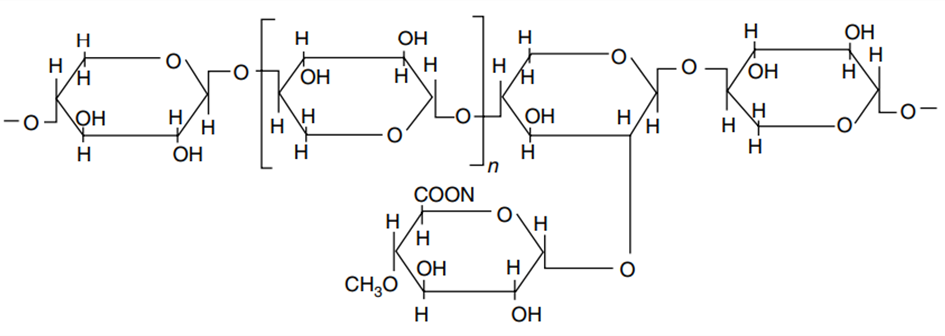
The hemicellulose in jute is a complex mixture of polysaccharides and polyuronides. It is a short-chain polymer. The chemical structure of hemicellulose is shown below.
Lignin and pectin function as support materials in the plant body. Lignin is a complex non-crystalline polymeric constituent that gives structural support, while pectin holds the fibre bundles together. Small quantities of nitrogenous and inorganic components are also present. The colouring matter and pigment present in jute fibre consist of xanthophyll, carotene and tannin. These can be removed by chemical treatments.
Physical Properties of Jute fibre
Jute fibre appears pale in colour with a natural silky shine. Thus, jute is also called the “golden fibre”. The colour of commercial jute ranges from pale cream to golden yellow and from light brown to a dirty grey. The hand feel of jute is relatively coarse. It is stiff, inelastic and moderately rigid.The fibre has a high coefficient of friction, high tenacity, high modulus and low elongation at break. Jute fibre exhibits increasing friction with an increase in moisture regain. The tenacity value of a single fibre is 0.29-0.48 N/tex, and that of a bundle is 0.18-0.34 N/tex. The initial modulus value is 17-30 N/tex. The breaking elongation ranges between 1.0% and 1.8%.
The moisture regain of jute is 11-13%, which is slightly higher than that of cotton (7-8%). It is a hygroscopic fibre and the wetted filaments may swell up to 23% in diameter. The flexural and torsional rigidities of jute fibre are quite high due to its coarseness and inelastic structure. For this, jute textile material develops wrinkles and creases easily.
Jute fibre shows good thermal insulation. However, the ignition temperature is not very high (about 193˚C), which may be a reason that makes jute susceptible to catching fire. At very high temperatures, jute fibre chars and burns without melting.
Dry jute fibre has high electrical resistance but in moist conditions, the electrical resistance drops by about 10000 times.
Chemical Properties of jute fibre
Jute fibre after retting primarily contains alpha-cellulose, hemicellulose and lignin. These comprise more than 97% of the total jute constituents. Hemicellulose has acidic groups, making jute an acidic fibre. The presence of the carboxylic acid group gives jute a strong affinity for basic dyes.An alkali treatment on jute weakens the intercellular cementing material and considerably reduces its wet strength. It also makes the fibre develop crimps due to irregular swelling. This crimping process is known as the ‘woolenisation’ of jute.
Inorganic acids weaken jute fibres by hydrolysing cellulose chains rapidly.
Bleaching agents such as sodium chlorite and hypochlorite are used to decolourise jute fibres. The bleaching agent dissolves lignin. While jute becomes whiter, the treatment makes it weaker and finer due to partial disintegration of the multicellular structure.
Manufacturing
Jute is an annual crop and is generally sown from March to May depending on the nature of the land and atmospheric condition. It is a rain-fed crop, requiring little fertiliser or pesticide. The plant grows up to 8 to 12 feet high in about 90 to 100 days after sowing.The main objective of the mechanical processing of bast fibrous plants like jute is extracting the maximum amount of the fibre which is of the highest possible quality to allow for further processing. The steps involved to obtain jute fibre are shown below.
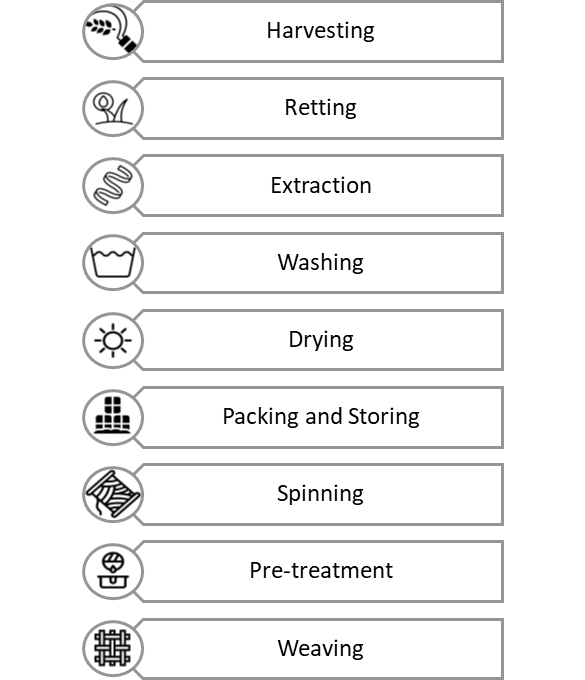
Figure 6: Steps to obtain jute fibre
Harvesting
Harvesting jute at the right time is important as an early harvest would have weak fibres while a late harvest would yield coarse fibres lacking lustre. The crop age, height and flowering stage are the parameters that decide the harvesting time. Usually, 110-120 days are required for the jute to mature for harvesting.Jute is generally ready for cutting when the flowers begin to fade. The stalk of the plant is cut close to the ground. The cut stalks are then sorted out by height and diameter. These are tied into bundles, each weighing about 8-10 kg. The bundles are left on the field for 3-4 days. This helps in defoliation and desiccation.
 Figure 7: Harvested jute tied in bundles
Figure 7: Harvested jute tied in bundlesRetting
Retting refers to the process of controlled rotting away of the non-fibrous material in the stem to yield the fibrous material of jute alone. It can be done through biological or chemical processes.Traditionally, retting of jute plants involves submerging the plants in water for 15–18 days and extracting the fibre manually. As a result of being submerged in water for days, the bark of the stem swells and forms cracks and crevices in the cortex. Through these openings, bacteria and fungi from the surrounding water, soil or plant enter the soft tissues around the fibre bundles and fibres. The fibres are loosened due to the microbial attack on the binding matter – pectin. This also releases other matter such as soluble tannin and fatty acids into the water. The water left after retting contains nutrients which could be a supplemental source for the growth of paddy.
Retting is complete when the bark separates easily from the core. The end-point of retting is a critical stage that largely determines the quality of the fibre. Fibre extraction becomes difficult if the bundles are taken out from the water too early, while, the fibre becomes weak if it is submerged for a prolonged duration. Before extraction, the farmers make frequent checks to determine the end-point of retting.
The limitations of traditional retting are:
- Objectionable gases such as methane and carbon monoxide are released into the air
- Open water retting pollutes the water bodies and the surrounding air becomes fouled
- Inconsistency in fibre quality as a result of uncontrolled batch process
- Impacts fish cultivation.
Extreme care is required in retting, which would otherwise lead the fibre to become over-retted. Correct retting is essentially the first step in the production of good-quality jute fibre. After retting is completed, the fibrous material is rinsed and dried.

Extraction
After retting, the bundles are taken out of the water and the fibre is extracted. In this process, the non-fibrous matter is scraped off, leaving the fibres to be pulled out from within the stem.Traditionally, the extraction is done by hand. This is done either by stripping fibre bundles from individual stalks or by a bundle of stalks being given a to-and-fro motion in water. Jute fibre extraction machines are also in use, where both retting and extraction are done mechanically. Novel processing techniques are being developed to improve the separation and extraction of fibres in terms of yield, homogeneity and cleanliness.

Figure 9: Extracting fibre bundles from the individual stalk


Figure 11: Extracting fibre mechanically
Washing
The extracted fibres are washed in clean water. This process removes dirt, gum, extraneous plant materials and retting residues.The jute fibre is washed by holding the extracted fibre bundle is held at one end and tossed in the water. This motion is repeated until the entire bundle is cleaned thoroughly.

Figure 12: Washing jute fibre
Drying
As soon as the fibres are stripped and washed, they are up in sunlight to dry. The fibres are usually spread over a bamboo perch or bar. It is left for sun drying for about 4-7 days.Along with the other fibre extraction processes, drying too needs care. Drying the fibres on bare ground is avoided as that can contaminate the fibres with dirt, sand, dust particles, etc. Additionally, a delay in drying the fibres after extraction could adversely affect the quality of the fibre.

Figure 13: Jute fibre drying on a bamboo bar under the sun
Bailing, Packing and Storing
After the jute fibres are dried, they can be separated and combed to get long silky fibre strips. The fibres are graded as per the quality and packed into bales accordingly. A kutcha bale usually weighs between 130 kg to 150 kg, and a pucca bale is hydraulically pressed with a net weight of 180 kg. The jute bales are stored and made ready to be supplied to spinning/ weaving mills or the jute market.
Figure 14: Kutcha bales of jute
Spinning

Figure 15: Drawing jute fibres

Figure 16: Jute yarn
Pre-treatment and dyeing
The ready yarn can be further subjected to pre-treatments, dyeing, and other functional finishes. Jute is scoured and bleached before dyeing. Since jute is sensitive to alkali and strong acids, the recipe of the treatment liquors should be carefully followed to retain the physical properties. Jute can be dyed using synthetic dyes and natural dyes. Jute has a good dyeing ability with different dyes such as basic, reactive, vat and sulphur dyes.
Figure 17: Jute dyed in vibrant colours
Weaving
Jute yarn can be woven on automatic power looms, shuttleless looms or hand looms. Warp yarns and weft yarns are interlaced to produce a fabric. The woven fabric is then subjected to damping by sprinkling water on the fabric continuously to provide the desired moisture. The moist fabric is calendered by passing it through pairs of heavy rollers. This process flattens the threads in the fabric and improves its appearance.
Figure 18: Jute weaving mill
Types of jute
There are four varieties of jute – white jute, dark jute or Tossa jute, Mesta jute and jute cuttings. Out of these, the two main types of jute, white jute (Corchorus Capsularies) and dark jute or Tossa (Corchorus Olitorius) are prominent.White jute
It is also called “Bangla white” and is largely produced for consumer and industrial use. White jute is light in colour and less durable.
Tossa jute
The colour of Tossa jute varies from brown to off-white. It yields more fibre than white jute. The Tossa jute fibres are long and have more tensile strength as compared to white jute. It is mainly used for making gunny sacks and bags.
Mesta jute
Mesta jute is a blend of white jute and Tossa jute. Learn more about mesta jute.
Jute cutting
Jute cuttings are the leftover pieces of jute production. They do not exhibit much strength and are rough in texture. Jute cuttings are used to make bags, ropes, paper products and basic textile materials.
Application of jute
Jute is one of the most affordable and largely produced natural fibres. As per tonnage, jute fibre’s world output is greater than that of all the other bast fibres combined. It has a variety of applications. Most of the jute produced is made into sacks and packing cloths. Due to its coarse nature, its use in clothing is limited. However, advancements in jute processing have increased the applications in apparel, especially for dresses, jackets and cardigans. Jute fibres are also used widely for making composites for automotive, construction, packaging and other industrial uses like cables, plastics reinforcement, filter cloths, fire curtains, etc.The application of woven jute cloth can be broadly categorised under apparel and lifestyle, home textile, packaging textile and geotextile.

Figure 19: Application areas of jute fabric
Apparel and lifestyle
Jute is used to create fashionable garments and accessories. It is one of the eco-friendly fabric options in the fashion industry. To make fine-quality garments, jute fibre is used in combination with pure cotton and other natural fibres. This makes the fabric softer, lighter and more breathable. Jute is a very versatile fabric. It can be bleached and dyed in many colours and also treated to have other functionalities.Uses- dresses, sweaters, cardigans, bags, shoes, fashion accessories, shoe linings, etc.
Home textile
Jute has become a popular feature in rustic-style home décor, and it brings a natural, textured feel to the room. The finer qualities of jute fibres are used in furnishing cloth. Jute can also be combined with other softer fibres to create textiles for making pillows, throws, linens, and upholstery.Uses- cushion covers, curtains, upholstery, backing for tufted carpets, foot rugs, table mats, table runners, bedding foundations, etc.
Packaging textile
The majority of jute produced is used for packaging. It serves as a reusable, recyclable, and long-lasting packaging material. Additionally, jute is cheap and reasonably strong. This makes jute an important fibre for sacks and packing cloths. The resistance of jute fibres to stretching forces has proved a valuable property when jute is used for storage and transport purposes. Sacks and bales remain firmly in place after stacking; they do not distort and shift position as they would if made from a fibre more elastic than jute.Uses- sacks, bags, packaging material for rice, wheat, corn, and beans, baling and bundle cloths, wrappings, etc.
Geotextile and Agriculture
Jute geotextiles are woven or non-woven jute fabrics. They are useful for control, construction and reinforcement applications. Jute geotextiles are particularly advantageous because of their availability, moisture retention capacity, ease of installation, and bio-degradability which makes them a part of the soil after degradation, thus causing no pollution. The biodegradability also helps in the quick regrowth of displaced vegetation by coalescing with the soil, increasing its permeability, retaining the appropriate humidity as "mulch" and creating a micro-climate that is conducive to vegetative growth.Uses- protective wrappings around sapling roots, cattle beddings, surface soil erosion control, construction of embankment on weak soil, strengthening road pavement and surface for separation, drainage, temporary reinforcement, etc.
For India, the versatile fibre – jute – could be the fabric of the future. Transfer of technology from research and development institutions plays a key role in the diversification and growth. Institutes like the Central Research Institute for Jute and Allied Fibers are helping towards such goals. Also, there are various government initiatives to support the jute industry in India. Some of these are Jute Integrated Development Scheme (JIDS), Jute Technology Mission (JTM), Jute Raw Material Bank (JRMB) Scheme, Incentive Scheme for Acquisition of Plants and Machinery (ISAPM).
References:
S. Roy, L.B. Lutfar, 3 - Bast fibres: Jute, Editor(s): Ryszard M. Kozłowski, In Woodhead Publishing Series in Textiles, Handbook of Natural Fibres, Woodhead Publishing, Volume 1, 2012.
https://www.jute.com/green-jute/agriculture-raw-jute
https://oceangeosynthetics.com/a-comprehensive-guide-on-what-is-jute-geotextile/
Image sources:
- https://m.theindependentbd.com/arcprint/details/56299/2016-08-18
- https://www.hawaii.edu/news/2017/02/23/jute-fiber-genomes-could-help-improve-production-of-natural-fiber/
- https://www.fibre2fashion.com/news/textile-news/59-domestic-indian-uk-investors-bid-to-run-closed-bangla-jute-mills-274976-newsdetails.htm
- https://mpbirlajute.com/jute-processing/